行業資訊
數控車削網螺紋的編程思路,以45°為例!
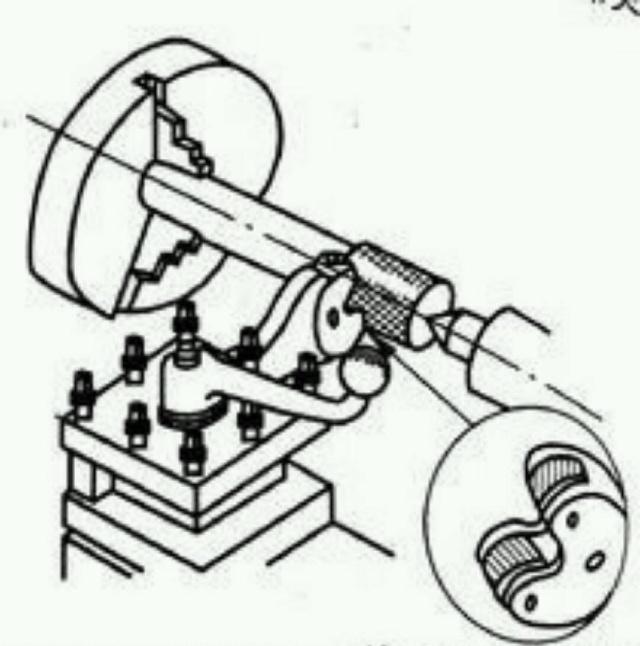
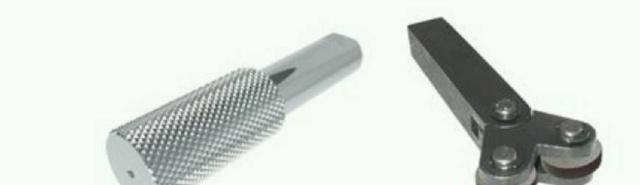
滾花是用滾花刀將工件表面滾壓出直紋或網紋的方法稱為滾花。本文想采用螺紋刀在數控車床上完成網紋狀滾花的加工,加工的思路就是多線(多頭)螺紋+左右旋螺紋加工!
在編制程序之前,首先要搞清楚到底要加工多少頭螺紋及圓分度?還要搞清楚螺紋的導程是多少?以及左右旋螺紋的加工方法?
關于頭數的求解,個人不想向滾花刀一樣,通過直徑除以模數求解。這里就靈活一點,假設我想要的節距也就是網紋間距為1mm,那么頭數就應該等于工件的周長除以節距。例如直徑為30時,頭數為94。
關于螺紋的導程,應該拿頭數乘以節距,反正就是螺紋而已,其實呢?大概就是工件的周長94.23,這樣比較簡單一些好計算!這樣加工出來的應該是傾斜45°的網紋!

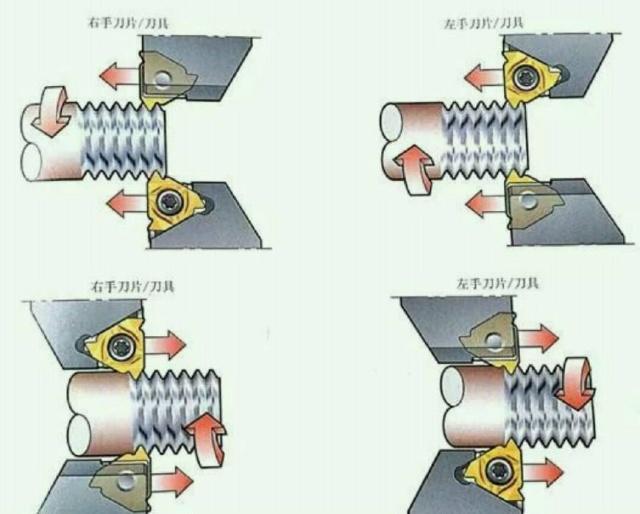
關于左右旋螺紋的加工方法如下如所示,最簡單的一把刀就是從右往左為右旋,反之左旋!
在明白以上的講解之后,回頭再想一下,關于多條螺紋的加工方法,不同的系統有不同的指令或方法。比如廣數G92XZFL,這里面的L其實就是頭數,但FANUC系統不論是G32還是G92均沒有該功能,只有Q,表示螺紋開始的角度。針對這個問題可以采用調用子程序的方法或者采用宏程序也是可行的!
參考程序如下:
1.廣數系統
M3S300T0101
G0X32
Z6
X30
G92X29.9Z-120F94L94
X29.8
X29.7
X29.6
G0X32
Z-120
G92X29.9Z60F94L94
X29.8
X29.7
X29.6
G0X32
Z100
M30

2.FANUC系統
M3S300T0101
G0X32
Z6
#1=0
WHILE[#1LT360000]DO1
#3=#3-0.1
X#3
G32Z-120F94Q#1
G32Z6F94Q#1
#2=FUP[360000/94];或#2=4
#1=#1+#2;每次Q的角度增量
END1
G0X32
Z100
M30
3.其它
如果是FANCU系統,又不會宏程序,可以采用調用子程序的方式來進行,編程思路或主要參考程序如下
主程序:
M98P1L94
子程序:
G32X29.9F94
G0X32
W1
M99
以上是我針對網螺紋或滾花如何在數控車床進行加工的一點個人思路,并不是說可取代滾花,只是探討一種加工思路或方法而已。比如薄壁或圓弧手柄等,是不是就要采用這中近似的方法呢?
此外,在明白這個問題之后,如何在錐體或球體上進行滾花是不是有思路了呀?想想我以前寫的圓弧螺紋文章,自己在思考思考!總之,還是那句話,宏難得還是思路或數學思維!祝好各位!
文章由:數控車床http://www.zxzfoundation.org/東莞市周氏數控設備有限公司整理提供,此文觀點不代表本站觀點以上便是數控車削網螺紋的編程思路,以45°為例!的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:數控車削網螺紋的編程思路,以45°為例! 地址:[ http://www.zxzfoundation.org/xinwenzixun/xingyezixun/442.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020