行業資訊
數控車宏程序編程的第八講,梯形螺紋的加工
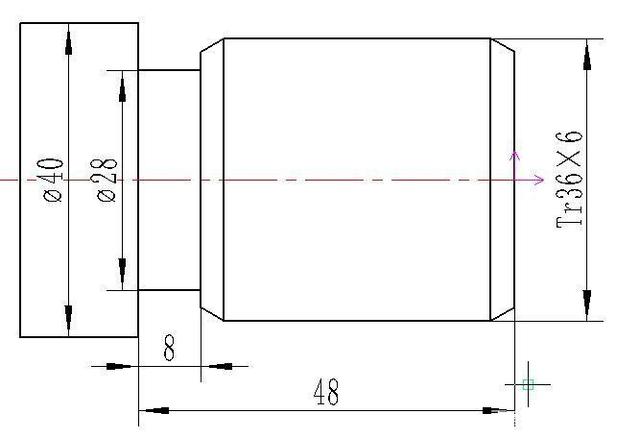
今天繼續進行數控車宏程序編程的第八講,梯形螺紋的加工,完成如圖所示零件的編程
一般在數控車床上加工螺紋的有三種方法,徑向進刀的直進法、交替式進刀的左右車削法、側向進刀的斜進法。
當螺距較大時,可以采用左右車削法。
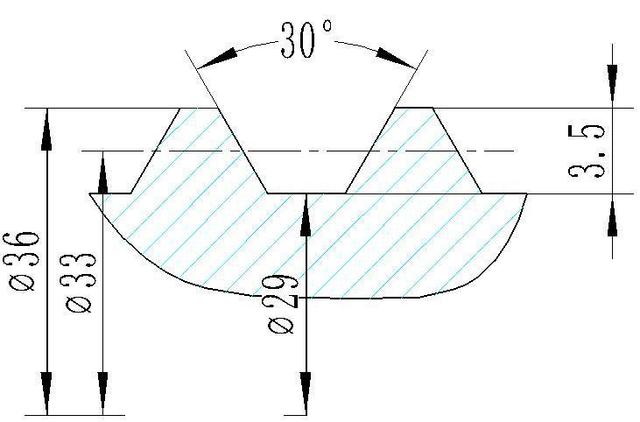
還要通過查表計算螺紋的相關參數:螺距P=6mm;間隙 ac=0.5mm;中徑d2=d-0.5P=33mm
;小徑 d3=d-2h3=29mm;牙高 h3=0.5P+ac=3.5mm;牙頂寬 f=0.366P=2.196mm;牙槽底寬
w=0.366P-0.536ac=1.928mm,主要參數如下圖所示
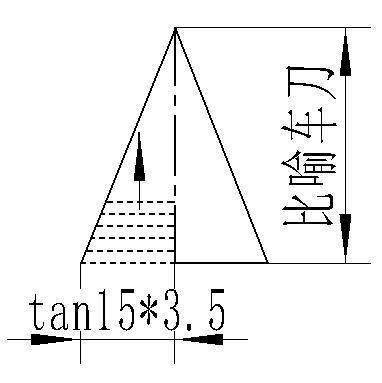
首先你要明白什么是左右借刀的加工工藝,對螺紋刀具有什么樣的要求!這些在此不在一一細說,簡單的說就是左右進刀,間歇進給至牙深,每層切深逐漸減少,一直加工到牙底即可!如下圖所示,如果把刀具比喻成一條直線,它要加工出一個三角形螺紋來,勢必要一點一點的走三角形輪廓,也就是通過徑向每進給一個深度,求出一個Z值,一直進給刀牙槽底29即可。
明白以上講解后,再來看下如何編程,我的思路是以牙高為變量,參考程序如下:
G0X40
Z15
#1=0
#2=36
N1#3=TAN[15]*3.5-TAN[15]*#1 ;借刀量
#5=#2-#1
G0X#5
Z[15+#3] ;右借刀量
G32Z-30F6
G0X40
Z[15-#3] ;左借刀量
G0X#5
G32Z-30F6
G0X40
Z15
#1=#1+0.1
IF[#1LE3.5]GOTO1
G0X40
Z100
M5M30
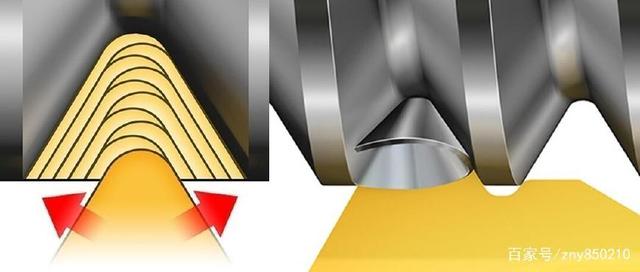
仿真效果圖如下
考慮:如果不是標準刀具,或者是螺距較大,又或者是不等距,牙型角不是30°等等情況時,又該如何進行編程呢?還是那句話,把這個看明白了,其它就是舉一反三的事情,祝好!
文章由:數控車床http://www.zxzfoundation.org/東莞市周氏數控設備有限公司整理提供,此文觀點不代表本站觀點
以上便是數控車宏程序編程的第八講,梯形螺紋的加工的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:數控車宏程序編程的第八講,梯形螺紋的加工 地址:[ http://www.zxzfoundation.org/xinwenzixun/xingyezixun/789.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020