常見問題
數控車削加工對刀方法
程序輸入數控系統并校驗合格以后,操作者是不是就可以啟動數控車床加工工件呢?不是的,加工零件按順序從系統校驗合格,就要進行對刀操作,對切削參數進行合理調整,最終確定的加工程序。
外圓車刀試切法對刀法
機床坐標系
由機床生產廠家規定的,以機床某一固定點為坐標原點而建立的坐標系稱為機床坐標系。
按JB3051-82的規定,車床主軸中心線為Z軸,垂直于Z軸的為X軸,車刀遠離工件的方向為兩軸的正方向。
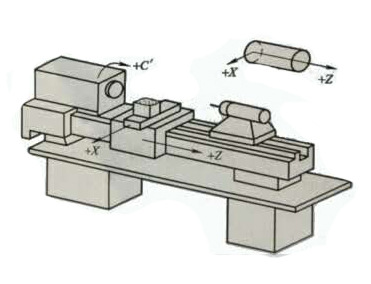
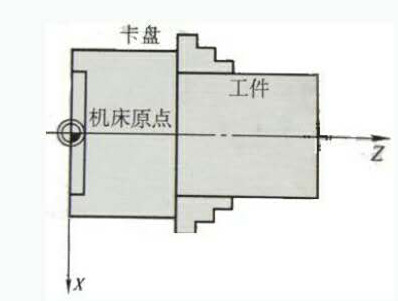
機床原點(機床零點)一般定在主軸中心線(即z軸)和主軸安裝夾盤面的交點上。
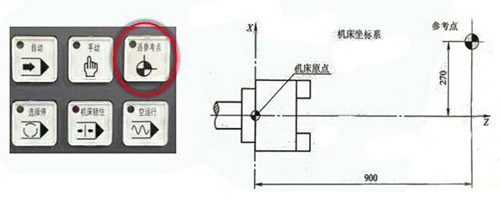
數控裝置通電時并不知道機床原點,為了在機床工作是正確建立機床坐標系,通常在每個坐標軸承的移動范圍內設置一個機床參考點(測量起點),機床啟動時,首先要進行機動或手動的回參考點,以建立機床坐標系,機床原點實際上是通過返回(或稱尋找)機床參考點來確定的。
工件坐標系
用戶確定的編制加工程序的基準點(零點)稱為工件原點,數控車床的工件原點一般定為零件精加工右端面與軸心線的交處,以工件原點所構碭坐標系稱為工件坐標系。
工件坐標系的x和Z坐標軸與機床坐標系的x和z坐標軸平行且方向相同。

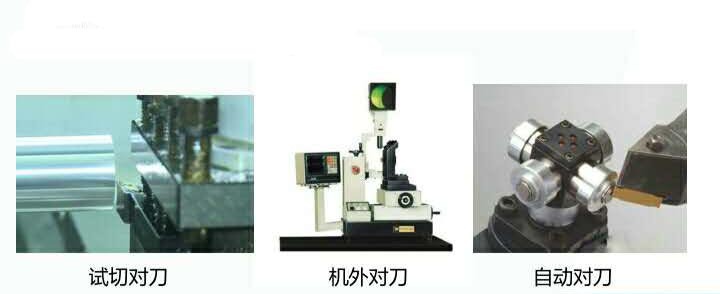
對刀的方法
對刀的作用是找到工件坐標系與機床坐標系之間的關系,數控車削加工中,應首先確定零件的加工原點,以建立準確的加工坐標系,同時考慮刀具的不同尺寸對加工的影響,這些都需要通過對刀來解決。
試切對刀的過程
1.夾持工件,換需要對的刀具到刀架當前位。
2.在手動操作方式下,啟動主軸,用當前刀具在加工余量范圍內試切工件外圓,車的長度必須能夠方便測量,X軸不要移動,沿Z的正方向退出來,停主軸。

3.測量所車的外圓尺寸Xa.
4.按“OFS/SET”鍵,按CRT屏下“刀偏”軟鍵。
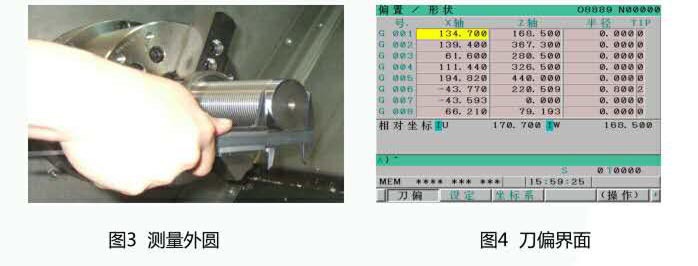
5.按CRT屏下的軟鍵“形狀”。
6.將光標移到與刀具號相對應的位置后,輸入“Xa”,按CRT屏下的軟鍵測量,在對應的刀補位上生成對應刀補值。

7.在手動方式下,再用該把刀去車工件端面,車平端面后,沿X正方向退出來,Z方向不動,停主軸。
8.按“OFS/SET”鍵,進入“形狀”補償設定界面,將光標移動到與刀位號相對應的位置后,輸入“ZO”,按CRT屏下的軟鍵“測量”,在對應的刀補位上生成準確的刀補值。

以上便是數控車削加工對刀方法的介紹希望可以幫助到大家,更多的數控知識,請關注我們。
本文標題:數控車削加工對刀方法 地址:[ http://www.zxzfoundation.org/xinwenzixun/changjianwenti/3641.html ]
新聞資訊
- 數控車床加工雙頭螺栓10/15
- 數控車床哪個品牌好?性價比高03/24
- 適合數控機床加工的零件有哪些?02/05
- 車銑復合機床大概多少錢一臺?01/09
聯系我們
手機:13649862382
電話:13649862382
郵箱:226284020@qq.com
地址:東莞市大嶺山鎮顏屋村顏蓮路86號鑫峰科技園C棟一樓
微信咨詢:

 226284020
226284020